Závitové vložky pro díly z plastů. Spolehlivé, několikanásobně aplikovatelné závitové spoje s životností přesahující používání.
Aby byly plastové součástky z různých materiálů vždy spolehlivě a rozebíratelně upevněny, jsou používány kovové závitové vložky. Obzvláště jsou pak závitová pouzdra používána, jestliže je požadována pravidelná demontáž a montáž součásti. Závitová pouzdra jsou k dostání v různých velikostech závitů a orientovány na normu DIN 16903.
Jestliže není zapotřebí žádného neomezeného využívání závitu, nepředstavuje aplikace závitových vložek a vytypovaných montážních šroubů z ekonomického a technického hlediska ideální řešení. Zde je doporučeno přímé sešroubování pomocí PT-Schrauben.
Typy rádlování
Aby byl pozitivně ovlivňován odpor proti pootočení a vytažení , je vnější tvar závitové vložky rádlován a drážkován. Tím je vytvořena větší plocha a podkos mezi plastem a vložkou. Praxe ukazuje, že právě rádlování je přednostní volba. Hrubší rádlování se sice projeví pozitivně na dovoleném kroutícím momentu, způsobuje však také zvýšení napětí v plastu. Obzvláště u metody After-Moulding nacházejí uplatnění závitové vložky s rádlováním.
In-Moulding
In-Moulding popisuje obstříknutí závitových vložek, které jsou vloženy do tvaru nástroje před procesem lisování. Toto lze provádět ručně nebo nasazením manipulačních systémů.
Obstřik
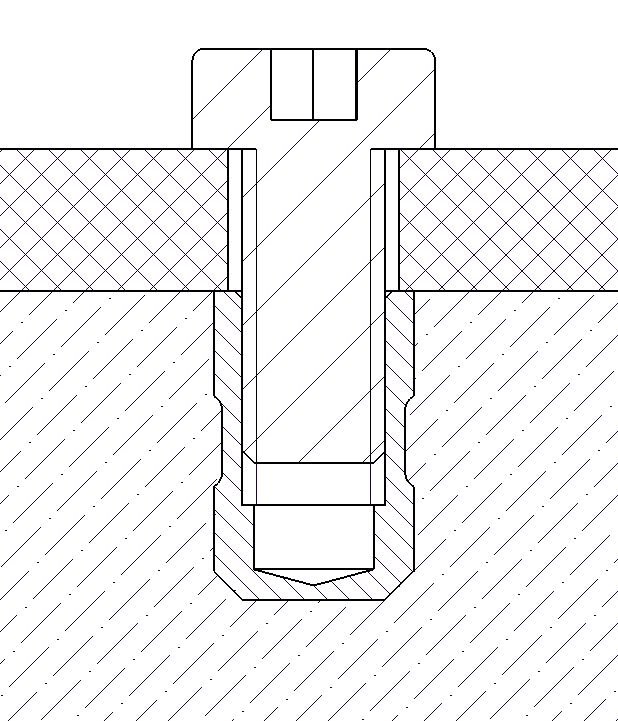
Nedůležitější metodou pro získání metrického ISO-závitu v plastu je obstřik závitových vložek. Tyto budou před zalisováním do nástroje vloženy a v poloze drženy distančními trny. Během vstřikovacího procesu bude vstřikovaná dávka taveniny vstříknuta vysokým tlakem do kavity lisovacího nástroje. Přitom budou ty v zajištěné poloze nacházející se závitové vložky obstříknuty. Tím se docílí odolnosti proti vytažení a pootočení.
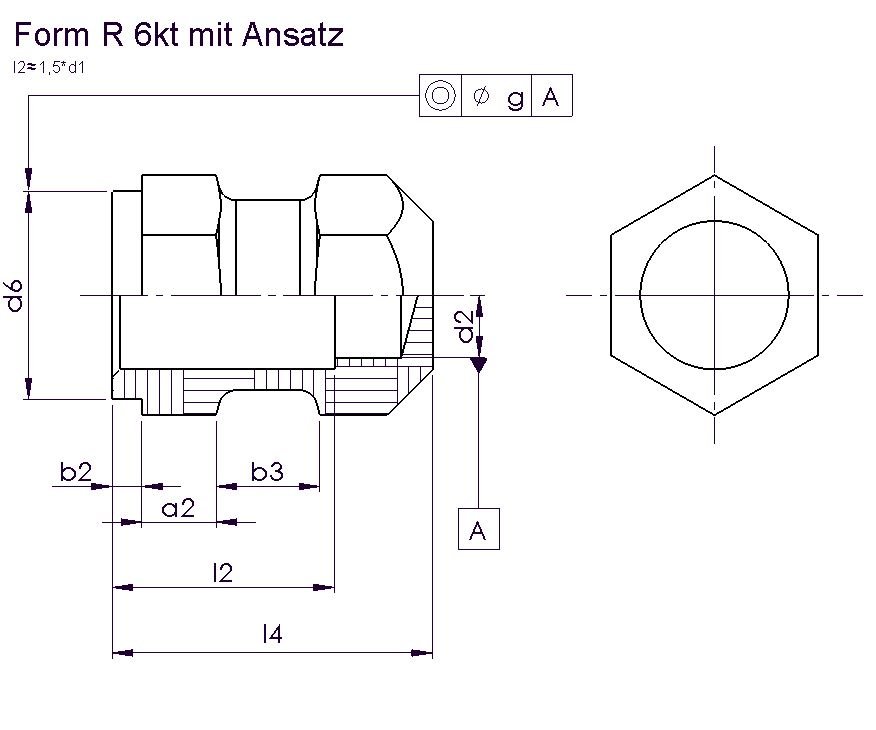
Pro obstřik závitových vložek doporučuje KERN tvar R 6kt s osazením dle DIN 16903. Na základě šestihranného těla vykazuje vložka ideální odolnost proti vytažení a pootočení. Tvar R 6kt je k výběru z normovaných materiálů MS 58, ocel 5 S a nerezová ocel.
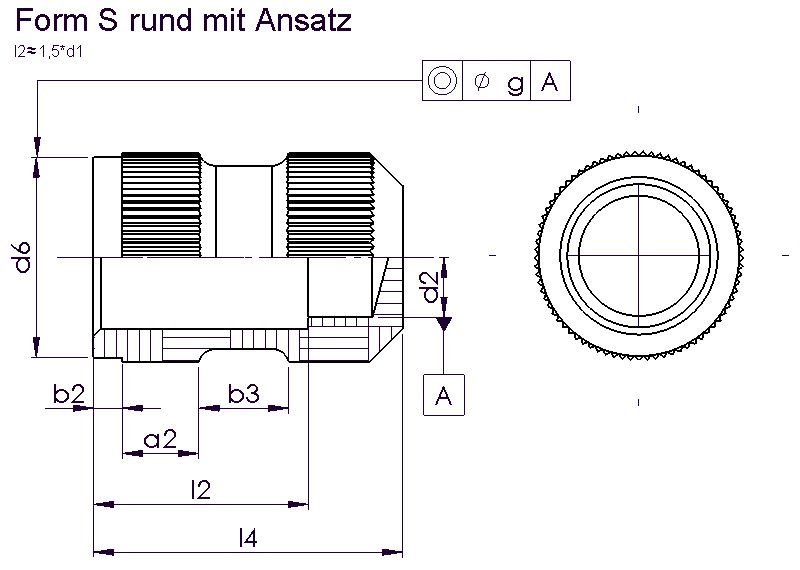
Předpokládá-li se obstřik závitových vložek pro šrouby s komíny, doporučuje Kern tvar S kulatý s osazením dle DIN 16903. Místo šestihranné kontury má zde závitová vložka rádlování. To zamezuje vzniku trhlin vlivem pnutí v komínech pro šrouby. Závitová vložka tvar S je k výběru z normovaných materiálů MS 58, ocel 5 S a nerezová ocel.
| Gewinde d1 | M 3 | M 3,5 | M 4 | M 5 | M 6 | M 8 | M 10 | M 12 |
|---|---|---|---|---|---|---|---|---|
| a2 | 1,6 | 2 | 2 | 2,5 | 3 | 4 | 5 | 5 |
| b2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| b3 | 1,8 | 2 | 2,8 | 3,5 | 4 | 5,5 | 6 | 7 |
| d2 | 2,5 | 2,9 | 3,3 | 4,2 | 5 | 6,8 | 8,5 | 10,3 |
| d6 | 4,2 | 5 | 5,5 | 7 | 8 | 10 | 12,5 | 16 |
| l2 | 4,5 | 5,5 | 6 | 7,5 | 9 | 12 | 15 | 18 |
| l4 | 7 | 8 | 9 | 10,8 | 12,8 | 16,6 | 20 | 23,8 |
| Maße in mm |
| Gewinde d1 | M2 | M 2,5 | M 3 | M 3,5 | M 4 | M 5 | M 6 |
|---|---|---|---|---|---|---|---|
| a2 | 1,2 | 1,5 | 1,6 | 2 | 2 | 2,5 | 3 |
| b2 | 0,8 | 0,8 | 1 | 1 | 1 | 1 | 1 |
| b3 | 1,6 | 1,6 | 1,8 | 2 | 2,8 | 3,5 | 4 |
| d2 | 1,6 | 2,05 | 2,5 | 2,9 | 3,3 | 4,2 | 5 |
| d6 | 3,5 | 3,8 | 4,2 | 5 | 5,5 | 7 | 8 |
| l2 | 3,5 | 4 | 4,5 | 5,5 | 6 | 7,5 | 9 |
| l4 | 5,2 | 6 | 7 | 8 | 9 | 10,8 | 12,8 |
| Maße in mm |
After-Moulding
After-Moulding popisuje montáž závitových vložek po odformování plastového dílu. Tato metoda je často cenově výhodnější oproti obstříknutí, protože odpadne vkládání závitových vložek do formy a tím lze čas cyklu zkrátit. Mimoto je zamezeno zmetkovitosti v důsledku nesprávného umístění.
Samořezné závitové vložky
Podobně jako přímo šroubovací, pomocí PT-šroubů, jsou samořezné závitové vložky do předem vyformovaného nebo předvrtaného otvoru zašroubovány. Závity nejsou tak vytvořeny beztřískově, nýbrž řezáním. Zatěžovaný spoj vytváří dobré podmínky pro závitové vložky , které budou montovány po procesu vstřikování.
KERN doporučuje samořezné závitové vložky ENSAT®-S s řezací drážkou od firmy Kerb Konus. Pro specifické prostorové poměry, obzvláště pro tenkostěnné výlisky, je vhodná vložka pro tenkou stěnu-ENSAT®-SD.
Ultrazvukové svařování a zakládání za tepla
Jak ultrazvukové svařování, tak zakládání za tepla jsou metody pro montáž závitových vložek po tváření. Na rozdíl od obstříknutých závitových vložek, nachází tento způsob uplatnění jen u dílů z termoplastů. A to jen za podmínky lokálního změknutí plastu, které je nutné k uložení závitové vložky. Jen termoplasty se nechají v určitých oblastech teplot několikrát libovolně roztavit a ochladit.
Závitové vložky budou u obou metod vloženy do předem nataveného úložného otvoru a bude na ně působeno předem definovanou sílou. Musí být zajištěno, že bude vytlačeno dostatečné množství plastu, aby byla zakryta vnější kontura závitové vložky . V opačném případě nebude dosaženo maximálního odporu proti vytažení a pootočení.
Lisování za studena
Lisování za studena je rychlá a cenově výhodná metoda k založení závitových vložek do měkkého plastu. Pro zvýšení odporu proti vytažení a pootočení se hodí vložky s šikmým rádlováním. Jednoduché montáže se mohou provádět kladivem nebo pod lisem.
Směrnice pro konstrukci
Směrnice pro konstrukci platí pro návrh úložného otvoru a komínu. Správný úložný otvor přispívá podstatně k pevnému uložení závitové vložky. Menší rozměr otvoru může vést v plastu k pnutí a prasklinám. Větší rozměr naproti tomu zmenšuje maximální odpor proti vytažení a pootočení.
Otvor pro uložení
Principiálně je dána přednost vylisovaným otvorům před otvory vrtanými. V důsledku těsnějšího a tvrdšího povrchu otvoru se zvyšuje pevnost. Ty by měly být minimálně o dvě délky závitu delší než závitová vložka. U samořezné závitové vložky ENSAT® od firmy Kerb Konus převezměte prosím informaci pro minimální hloubku otvoru z továrních norem 302 0 a 303.
Průměr úložného otvoru se nachází v technických datových listech výrobce. Zejména, jestliže jsou používány tvrdé a křehké materiály nebo materiály pro výplň, doporučujeme aby se průměry zvětšily a otestovaly ve zkouškách. Normativní hodnoty pro průměr vrtaného otvoru ENSAT® naleznete v továrních normách 302 0 a 303. Konické otvory nebo zahloubení otvorů snižuje montážní časy u metody After-Mould a zajišťují čisté vystředění závitových vložek.
Komín
Správný návrh komínů ovlivní navíc uložení vložky. Průměr komínů by měl být zvolen tak, aby síla stěny dokázala zachytit utahovací moment šroubu. V souvislosti s metodou TSG nepředstavují silnostěnné komíny žádný problém. Prosím v tabulce vyberte předepsané hodnoty vnější průměry komínů pro šrouby.
Ensat®-S 302 0 (selbstschneidend, Standard)
| Innengewinde | Außengewinde | Gewindesteigung | Länge |
Bohrloch- durchmesser (Richtwert) |
Anschraubdom- durchmesser (Richtwert) |
Mindest- Bohrlochtiefe bei Sacklöchern |
|
|---|---|---|---|---|---|---|---|
| M 3 | 5 | 0,5 | 6 | 4,7 bis 4,8 | 7,5 bis 12,5 | 8 | |
| M 3,5 | 6 | 0,75 | 8 | 5,6 bis 5,7 | 9 bis 15 | 10 | |
| M 4 | 6,5 | 0,75 | 8 | 6,1 bis 6,2 | 9,75 bis 16,25 | 10 | |
| M 5 | 8 | 1 | 10 | 7,5 bis 7,6 | 12 bis 20 | 13 | |
| M 6 | 10 | 1,5 | 14 | 9,2 bis 9,4 | 15 bis 25 | 17 | |
| M 8 | 12 | 1,5 | 15 | 11,2 bis 11,4 | 18 bis 30 | 18 | |
| M 10 | 14 | 1,5 | 18 | 13,2 bis 13,4 | 21 bis 35 | 22 | |
| Maße in mm | |||||||
Ensat®-SD 303 (selbstschneidend, Dünnwand)
| Innengewinde | Außengewinde | Gewindesteigung | Länge |
Bohrloch- durchmesser (Richtwert) |
Anschraubdom- durchmesser (Richtwert) |
Mindest- Bohrlochtiefe bei Sacklöchern |
|---|---|---|---|---|---|---|
| M 3 | 4,5 | 0,5 | 6 | 4,2 bis 4,3 | 6,75 bis 11,25 | 8 |
| M 3,5 | 5 | 0,6 | 6 | 4,7 bis 4,8 | 7,5 bis 12,5 | 8 |
| M 4 | 6 | 0,7 | 6 | 5,6 bis 5,7 | 9 bis 15 | 8 |
| M 5 | 7 | 0,8 | 8 | 6,6 bis 6,7 | 10,5 bis 17,5 | 10 |
| M 6 | 8 | 1 | 10 | 7,5 bis 7,6 | 12 bis 20 | 13 |
| M 8 | 10 | 1,25 | 12 | 9,2 bis 9,4 | 15 bis 25 | 15 |
| M 10 | 12 | 1,5 | 15 | 11,2 bis 11,4 | 18 bis 30 | 18 |
| Maße in mm |